

Soudage au laserIl s'agit d'une technologie de travail des métaux utilisant le laser. Il est largement utilisé dans divers secteurs industriels, notamment l'automobile, les équipements de précision, l'électronique, l'aérospatiale et la médecine. Cet article présente les bases du soudage laser, notamment dans l'usinage de la tôle, parmi ses nombreuses applications.
Qu'est-ce que le soudage laser ? (Caractéristiques)
Premièrement, le mot "laser"h est dérivé des lettres initiales du terme "light amplification by stimulated emission of radiation."
Bien que cela puisse paraître compliqué au premier abord, on parle généralement de lumière artificielle. Comparée à la lumière ordinaire, comme la lumière du soleil et l'éclairage quotidien, la lumière laser, en tant que lumière artificielle, présente les caractéristiques d'une longueur d'onde, d'une phase et d'une direction constantes. En ajustant et en utilisant ces trois facteurs clés, collectivement appelés cohérence, les lasers peuvent être utilisés dans divers processus.
Soudage au laser Il s'agit d'une méthode d'usinage qui focalise la lumière laser et irradie un objet, ce qui provoque la fusion et la solidification locales du métal pour former un joint. L'introduction du soudage laser dans l'usinage de la tôle offre des avantages par rapport au soudage à l'arc conventionnel, tels qu'un meilleur contrôle de la déformation thermique et des conditions de soudage, ainsi que des cordons de soudure moins visibles.
Quel est le principe du soudage laser ?
Danssoudage au laserUn oscillateur laser génère une lumière laser servant de source de chaleur. Cette lumière est ensuite amplifiée et transmise par des fibres optiques, la distribuant initialement à proximité de la pièce. Cette étape nécessite une tête d'usinage laser. Une lentille est installée à l'intérieur de la tête pour focaliser la lumière laser transmise dans un état propice à l'usinage. En focalisant la lumière avec la lentille, l'énergie lumineuse est concentrée sur une zone plus petite, ce qui permet d'obtenir une énergie plus élevée pour la fusion du métal. Pour éviter l'oxydation du métal en fusion, un gaz de protection tel que l'argon ou l'azote est généralement insufflé pendant le soudage.
Quels types de soudage laser existe-t-il ?
Examinons les types de soudage laser adaptés au soudage manuel dans l'usinage de la tôle. Les machines de soudage laser portables utilisant des lasers YAG ont fait leur apparition au Japon dans les années 1990. Depuis, l'industrie japonaise de la tôle les a longtemps considérées comme équivalentes aux lasers YAG. Cependant, avec l'arrivée des machines de soudage laser à fibre au milieu des années 2010, ces dernières sont devenues la norme parmi les machines de soudage laser portables. Des machines de soudage portables utilisant des lasers à disque sont également disponibles.
Soudage manuel à l'aide de machines de soudage laser à fibre :
Soudage laser YAG :
Le YAG est un cristal appelé grenat d'yttrium-aluminium. Les lasers YAG génèrent une lumière laser en irradiant les cristaux YAG avec une lumière intense. Leur longueur d'onde de 1064 nm est facilement absorbée par les métaux. Ils peuvent donc fondre les métaux avec une énergie relativement faible, ce qui les rend adaptés au soudage laser. En revanche, la génération laser nécessite une lampe flash, et la forte production de chaleur nécessite un refroidisseur pour refroidir l'oscillateur et la torche. Il en résulte une consommation électrique élevée, ce qui réduit l'énergie disponible pour le traitement par rapport à l'électricité utilisée, ce qui peut entraîner des soudures incomplètes. Les coûts de maintenance des consommables tels que l'eau de refroidissement et les lampes sont également élevés, ce qui constitue un inconvénient majeur.
Soudage laser à fibre :
Les lasers à fibre utilisent des fibres optiques pour amplifier et transmettre la lumière d'excitation générée. Leur longueur d'onde de 1070 nm est facilement absorbée par les métaux. Parmi les lasers, ils présentent la densité énergétique la plus élevée, facilitant la focalisation du faisceau. Leur capacité à pénétrer profondément dans les métaux constitue un atout majeur. Comparés aux lasers YAG, ils offrent de nombreux avantages, notamment une pénétration profonde, de faibles coûts d'exploitation et une quasi-absence de coûts de réglage et de maintenance, ce qui explique leur adoption rapide ces dernières années. Bien que les lasers à fibre offrent une puissance et un rendement élevés, une puissance excessive peut présenter un risque pour les opérateurs effectuant le soudage manuel de tôles ; leur puissance est donc généralement limitée à environ 1 kW. Pour ceux qui recherchent une puissance supérieure et des profondeurs de pénétration plus importantes, le soudage mécanique ou robotisé peut être envisagé.
Soudage laser à disque :
Les lasers à disque utilisent un cristal YAG en forme de disque pour amplifier la lumière d'excitation générée, qui est ensuite transmise par fibre optique. L'entreprise allemande Quicken a réussi à obtenir une puissance et une stabilisation élevées, ce qui a permis une large adoption de ce laser dans l'industrie. Ces dernières années, son potentiel a été réévalué et de nouvelles applications sont activement développées. Bien qu'il n'existe pas de systèmes autonomes au Japon permettant le soudage manuel avec des lasers à disque, les utilisateurs de machines de découpe laser Quicken peuvent acheter une torche de soudage manuelle en option.
Avantages et inconvénients du soudage laser :
Soudage au laser, utilisé dans le traitement de la tôle, présente les avantages suivants par rapport au soudage TIG largement utilisé.
Avantages :
Déformation thermique réduite, même avec des tôles minces.
Le soudage TIG produisant une faible pénétration et une large zone affectée thermiquement, il fournit un apport thermique important au métal, ce qui entraîne une déformation thermique importante. La gestion de cette déformation thermique dépend fortement du savoir-faire de l'artisan, et c'est l'aspect le plus complexe du soudage TIG. Le soudage laser, quant à lui, utilise un laser focalisé, concentrant une énergie élevée en un petit point focal pour faire fondre le métal. Il en résulte une pénétration de soudure plus étroite et une zone affectée thermiquement plus petite, réduisant ainsi le risque de déformation thermique. De plus, le cycle fréquent "pulsing" du laser répète le processus de fusion et de solidification plusieurs à plusieurs dizaines de fois par seconde, minimisant ainsi encore la déformation.
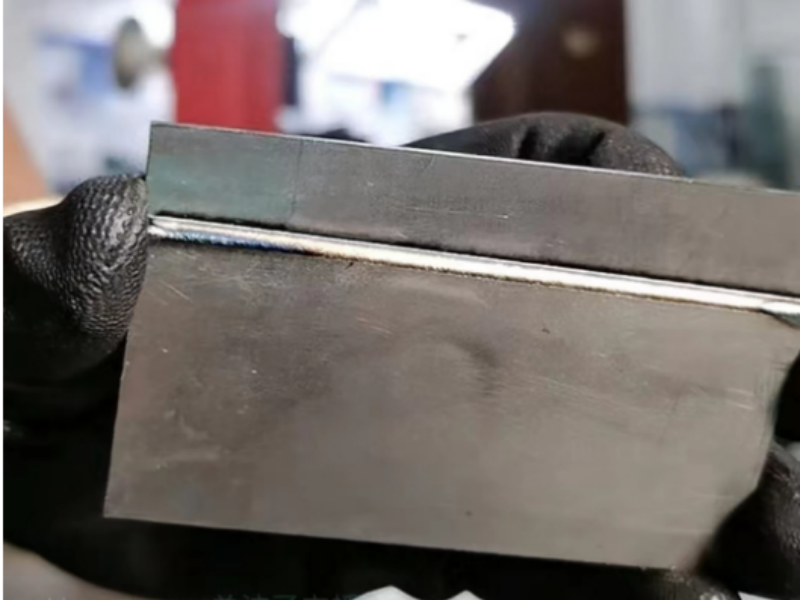
Résistance de soudure suffisante :
Le soudage laser produit des cordons de soudure plus fins, ce qui peut parfois susciter des inquiétudes quant à une résistance insuffisante. Cependant, grâce à sa pénétration profonde, la soudure présente une résistance interne suffisante par rapport à son apparence extérieure. Le soudage laser minimise la fusion et la solidification de l'alliage, ce qui réduit les fractures. Des tests de résistance réalisés en laboratoire ont confirmé que le soudage laser présente une résistance supérieure à celle du soudage TIG.
Temps de traitement réduit :
Soudage au laserLe faible apport de chaleur et la faible probabilité de déformation réduisent considérablement le temps nécessaire à leur élimination. De plus, le soudage laser soude essentiellement le métal de base, éliminant ainsi le meulage des protubérances. De plus, tant que les conditions de traitement sont respectées, les brûlures de cordon sont quasiment inexistantes, ce qui élimine potentiellement le besoin de meulage électrolytique. Cela réduit le temps de traitement, auparavant complexe, et améliore l'efficacité de la production et réduit les coûts de fabrication.
Conditions de soudage faciles à gérer et à utiliser :
Certaines machines de soudage laser permettent d'enregistrer et de rappeler les conditions de soudage sous forme de méthodes, ce qui facilite leur gestion et leur reproduction. Dans ce cas, la simple spécification des conditions par un opérateur expérimenté permet à un soudeur non qualifié de les reproduire facilement. Cela permet aux soudeurs non qualifiés de souder des tôles fines, libérant ainsi les soudeurs expérimentés pour se concentrer sur des tâches à plus forte valeur ajoutée, contribuant ainsi à une meilleure efficacité globale du soudage.
Inconvénients:
Mauvaise gestion des écarts :
Soudage au laserLe laser concentre l'énergie sur un point très petit, d'environ 0,1 à 0,6 mm de diamètre, pour fondre le métal. Cette propriété rend le soudage difficile en cas d'espaces. Pour les modèles dont le diamètre du point est de 0,1 mm, un espace aussi petit que 0,1 mm peut provoquer le passage du laser, empêchant ainsi le soudage. Par conséquent, des mesures telles que l'amélioration de la précision du pliage et l'installation de gabarits sont nécessaires.
Faiblesse du soudage par rechargement :
Le soudage laser est excellent pour le soudage des métaux de base, mais pas pour le rechargement. Non seulement l'énergie laser peut ne pas atteindre complètement le métal de base où l'électrode est fondue, mais il peut également être difficile d'aligner précisément le point de soudure, l'électrode et le point focal, ce qui peut compromettre une résistance suffisante. Si le rechargement est indiqué sur le schéma, vérifiez si le soudage laser est approprié. À l'inverse, si le soudage laser est souhaité pour des raisons de résistance et d'esthétique, il est préférable de ne pas inclure d'instructions pour le rechargement.
Mesures de sécurité requises :
Une mauvaise utilisation des lasers peut entraîner des accidents graves. Par conséquent, tous les produits laser sont soumis à des spécifications de sécurité spécifiées dans la norme JIS de sécurité des produits laser. Tous les appareils de soudage manuels utilisant des lasers sont classés au niveau 4, le niveau de risque le plus élevé, et les fabricants mettent en œuvre diverses mesures de sécurité. Veuillez vous assurer d'une utilisation conforme aux spécifications et aux instructions d'utilisation, notamment en établissant une zone de contrôle laser, en utilisant un masque/des lunettes de protection spécialement conçus pour le soudage laser, en utilisant une torche de soudage portable avec dispositif de sécurité intégré et en gérant correctement la clé de l'appareil.
Conseils pour le soudage laser :
Soudage au laserLe soudage laser offre des soudures à la fois solides et esthétiques. Cette méthode d'assemblage présente de nombreux avantages, comme une faible déformation des tôles fines et une gestion aisée de l'état. Cependant, elle présente également des inconvénients, comme une mauvaise tenue des cordons et une faible performance de placage. Voici quelques conseils pour une utilisation efficace du soudage laser :
Améliorez la précision du processus de pliage, configurez les gabarits et soudez après avoir obtenu un état sans couture.
La préparation des conditions de traitement et l'enregistrement de la méthode auprès d'une personne expérimentée permettent même aux travailleurs non qualifiés de reproduire plus facilement le processus.
Maintenir des plans basés sur des méthodes de traitement conventionnelles comme le soudage TIG et passer simplement au soudage laser peut s'avérer complexe. Il est parfois nécessaire d'envisager des modifications de conception.
Pour maximiser la résistance et les avantages esthétiques du soudage laser, il est recommandé de concevoir en tenant compte du soudage laser dès le départ.
Le principal avantage du soudage laser réside dans sa capacité à souder des plaques minces avec une faible déformation. De plus, même les ouvriers non qualifiés peuvent y parvenir, ce qui peut améliorer considérablement les procédés de soudage qui reposaient auparavant sur le savoir-faire des artisans. Comprendre ses inconvénients et les corriger adéquatement révélera ses avantages. Exploitez pleinement les avantages du soudage laser.